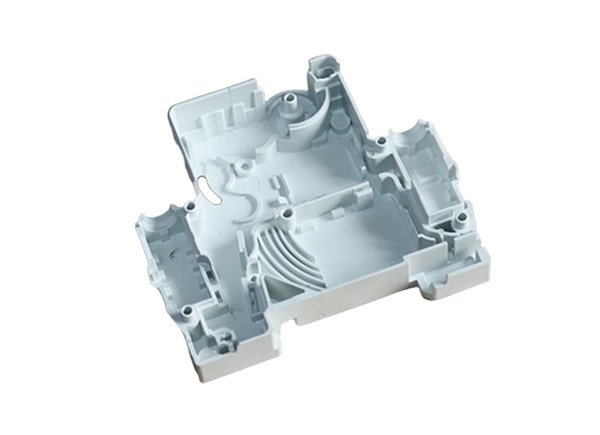
注塑加工中产品开裂原因
(1)顶出要平衡,如顶杆数量、截面积要足够,脱模斜度要足够,型腔面要足够光滑,这样才防止由于外力导致顶出残余应力集中而开裂。
(2)制件结构不能太薄,过渡部份应尽量采用圆弧过渡,避免尖角、倒角造成应力集中。
(3)尽量少用金属嵌件,以防止嵌件与制件收缩率不同造成内应力加大。
(4)对深底制件应设置适当的脱模进气孔道,防止形成真空负压。
(5)主流道足够大使浇口料未来得及固化时脱模,这样易于脱模。
(6)主流道衬套与喷嘴接合应当防止冷硬料的拖拉而使制件粘在定模上。
材料方面
(1)再生料含量太高,造成制件强度过低。
(2)湿度过大,造成一些塑料与水汽发生化学反应,降低强度而出现顶出开裂。
(3)材料本身不适宜正在加工的环境或质量欠佳,受到污染都会造成开裂。


扫一扫 联系我们